Established in September 2008, this site contains 248,000 words of original content (through December 2022), not including comments, and more than 1300 original photographs.
Here you will find plenty of serious woodworking instruction, information on tools, shop setup, and wood, along with musings about the craft. All for you to enjoy for free.
Heartwood is one of the longest running continuously active woodworking weblogs on the internet, now with 5.5 million visits and 18.5 million page views (actual human visits, not bots, crawlers, etc.).
I am always delighted to hear from fellow enthusiasts and anyone exploring fine woodworking.
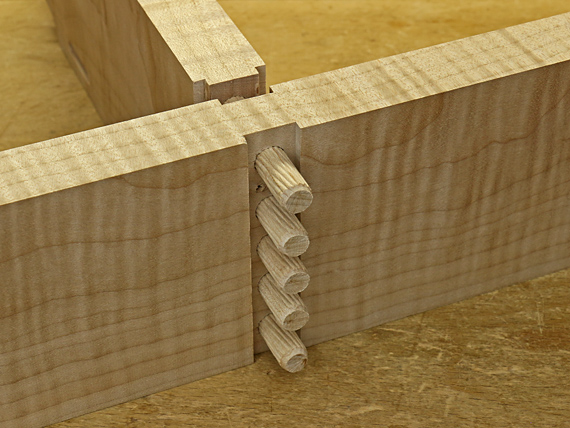
Dry fit the joint with just two dowels. Using all five dowels makes it remarkably difficult to disassemble. However, check every one of the long grain holes to make sure it is full depth so you don’t get a surprise when finally closing the glued-up joint.
I find it less stressful to glue up in two stages. I apply glue in the holes, and then tap in the dowels in one of the tongued components. I limit the depth of the dowels with a registration block. When this subassembly has dried enough to keep the dowels stable, I complete the glue up by applying glue to the other set of holes, plus a little bit on the dadoed piece, and then push the whole thing together.
This joint must be clamped from the ends. I have found it strongly tends to stay accurately square but, of course, I check it anyway, and adjust the clamps as needed.
When the glue is dried and conditioned, I plane flush the outer edges. If made accurately, which is very likely if the dowel jig was made accurately, this joint will turn out neat and strong, and it will stay that way.
Much of the work in making this joint is in making the dowel jig, which is reusable for a joint of the same or less width. The joint also works with large width rails because there is no conflict from dimensional change due to moisture cycling.
This has been a good joint to have in my repertoire. You might want to give it a try.
Drilling the holes for the cross-rail joint is easy as long as you keep track of reference points and orientations.
First, attach the jig to the first side of the joint. Use the reference cleat to set the jig in place in the dado, and clamp it there. Pass a snug fitting transfer punch or brad-point drill bit through the fixation holes to make dimples in the floor of the dado. This creates reliable centered marks to drill minimal-depth pilot holes for the screws. Screw in the fixation screws, which only project about 1/4″ into the workpiece, and then remove the clamps.
With the jig now securely in place in the dado, you can prepare to drill the dowel holes. I have found no good way to accurately secure the jig onto the end of the tongued piece, so it is best to insert and clamp the tongued piece in the dado on the opposite side of the dowel jig in the orientation it will be when the joint is assembled. Thus, the holes will be drilled, guided by the jig, through the dadoed piece and into the tongued piece, all in one step.
The photo above shows the setup in the vise. Note the support block that helps keep the components at 90°.
For drilling the holes in the joint, I use a hand-held electric drill and a DeWalt Pilot Point bit. Well made, its diameter is a good match to the high quality brad-point bit that I used to make clean holes across the grain in the jig. The DeWalt produces a little tearout drilling cross grain in the dadoed piece but that will not be seen and does not matter structurally. More important, it advances strongly through the long grain of the tongued piece, where a brad-point bit (essentially a cross-cut device) tends to bog down and burn.
A good drill stop is a must for this work. I do not like any commercially available stops, and so I use shop-made stops (described here), which have never let me down. When working out the drilling depth, remember to take into account the jig and the dadoed workpiece. I drill 1/16″ – 1/8″ extra deep into the tongued piece to allow for excess glue.
This is the joint so far:
Once you have finished drilling from the first side of the joint, detach the jig and reattach it to the dado on the “second” side of the joint. The cleat stays against the same edge of the dadoed piece but the opposite drilled face of the jig sits on the floor of the dado on the second side. The second tongued piece is set into proper orientation in its dado and the setup is clamped and registered the same as for the first side of the joint.
For this second round of drilling, the holes in the dadoed piece already exist, so you are just going through them directly into the long grain of the tongued piece.
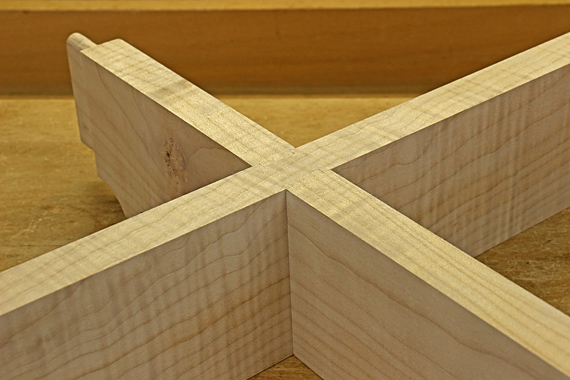
Here is a reminder of what we are trying to produce:
This is more difficult to describe than to do. This method ensures that all the components are drilled in the actual position they will be in the final joint. And that is why the dowel jig is made to be useable from both sides.
The dowel jig for this joint is simple but it must be accurate. Use a fine-grained, very hard wood. I used some of my old stock of bubinga, one inch thick. The width of the jig must fit snugly into the dado, 5/8″ in this case. A little extra length helps in handling the jig.
Make sure: all faces are flat and straight, the width and thickness are uniform over the full length, and adjacent faces are dead square to each other. Most woodworkers will use a table saw to make this little block of wood, as I did. Please be cautious working such little pieces, and make use of an appropriate work handling device. I like the GRR-Ripper for such work. It’s worth it.
Use a good brad-point bit to drill the 3/8″ holes. The drill press must be set up to drill true at 90° because the jig will be used from both drilled faces. If the holes or the body of the jig is out of square, the joint will be inaccurate and difficult or impossible to assemble.
The spacing of the holes is not critical but leave enough room for pass holes, countersunk at both ends, for two #6 x 1 1/4″ fixation screws. Attach a cleat with little screws at the end of the jig. It extends about 3/8″ beyond each drilled face, and will reference it to the edge of the workpiece.
Here’s how to make the joint described in the previous post.
The joint starts with back-to-back dados. These must be precisely aligned because the dowels that extend across the joint will afford virtually no wiggle room when the tongues enter the dados. I didn’t take a photo of the dados before I drilled the holes but you get the idea.
For the 7/8″-thick stock used here, the dados are 5/8″ wide and 1/8″ deep. This leaves a 5/8″-thick web through which the holes will be drilled. Since the 3/8″-diameter dowels are 2″ long, there will be 11/16″ of dowel length to penetrate the long grain of each of the two tongued components.
For a 1/2″ dado, I would use 5/16″-diameter dowels to leave enough meat around the dowels in the tongued components.
How you make the dados is up to you, but accurate stock preparation is important for all methods. Handwork is doable: knife the lines, square them around to the other side, saw, chop the waste, pare the walls, and router plane the floor.
For machine methods you will be referencing from both long edges, so they must be exactly parallel. I used a 5/8″ downshear router bit, and a sled to move the work across my router table. A dado blade in the table saw would also work.
I used the same router bit and the router table to make the tongue in the other two components, sneaking up on the length and width to get a tight fit. If you make the tongue too long, or later reduce the depth of the dado with finish planing, it is easy to correct this by shooting off the excess tongue length. Just make sure the tongues are not too long (it’s a one-sided tolerance), which would prevent the shoulders from meeting neatly.
So, now that we have the double dado joint, we are going to bind the whole thing together with dowels. Note that the glue surfaces in the tongued components are long grain-to-long grain. That, plus the multiple mechanical locks make this a very strong joint. Here is “half” of the joint:
Next: Making and using a simple dowel jig to make precisely aligned holes in all the components.