Founded in 2008, Heartwood is among the longest-running active woodworking blogs on the internet. It contains 266,000+ words of original content in 600+ posts, all written by me alone. (That is not including comments.) And there are 1400+ original photographs.
Here you will find plenty of serious woodworking instruction, information on tools, shop setup, and wood, along with musings about the craft. All for you to enjoy for free. No adds, no selling, no nonsense.
Very conservatively, there has been 6 million+ visits and 20 million+ page views (actual human visits, not bots, crawlers, etc.).
I am always delighted to hear from fellow enthusiasts and anyone exploring fine woodworking.
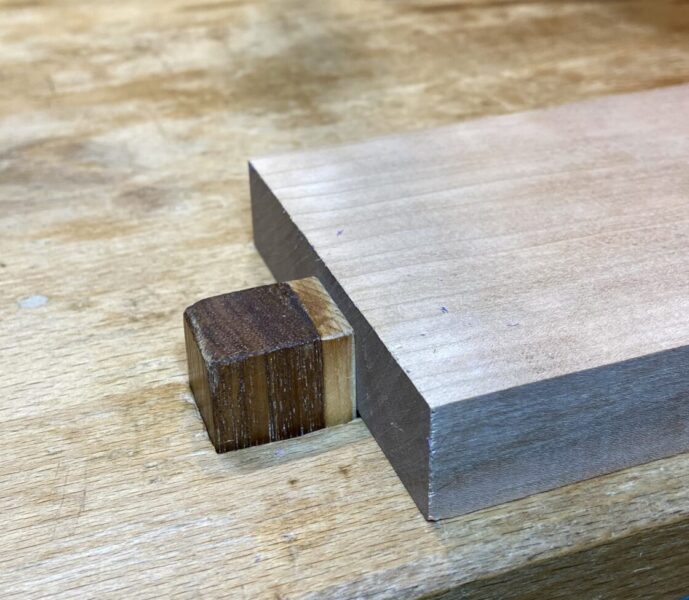
These wooden dogs grip a work piece using the rectangular openings in your bench top. They are easy to make and better than anything you can buy. I only use the steel ones that came with my bench over 40 years ago for very tall pieces of wood.
For the frame, use moderately dense wood, 6″ long. The side width is just under 7/8″ to fit in the width of the 7/8″ hole in the bench top. The front-to-back width is 13/16″ which works well in my bench. The corresponding hole dimension in my bench is 15/16″ in its full linear width, and 7/32″ greater in the upper 1 1/4″ of hight.
Alter the dimensional figures for the dog construction to similarly conform to the criteria of your bench.
Now plane the bottom 2 1/2″ to taper to about 5/8″ at the bottom edge. To that now-angled surface, screw in a 1/8″ strip (see the photos just above and below) of fairly flexible wood that is 1/8″ thick and 5″ long.
Now glue a piece of fairly soft wood, such as pine, 1/4″ thick and 15/16″ long, to the top portion of the frame, as you see in the photos. This serves as the contact to the work piece. Also, the sideways hole in the dog frame allows you to hang it up near your workbench, if you want.
These dogs will stand securely up to about 1 3/4″ above the bench surface. This covers 95%+ of the needs.
Make a pair, finish them if you want, and you’re done! Eventually, you probably will need to replace the 1/4″ heads. Cut the original off, chisel the service clear, and glue on a new one.
The dimensions quoted herein are based on the dimensions of my workbench as described. If necessary, adjust your building dimensions using the same principles to make the dogs fit your bench.
Wood will not get dented by these dogs, and they grip securely. You can easily adjust the hight of the dogs to avoid bumping them with the plane of other tools.
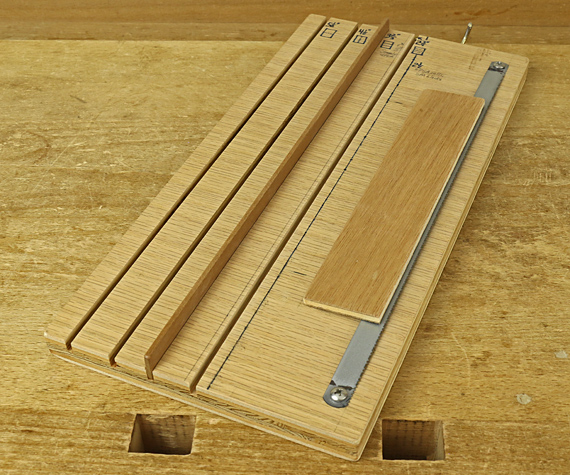
I made this handy sandpaper cutter many years ago but have not until now fully described it here. This post lays out the details if you would like to build yourown. I make no claims to originality for this but I have not seen one incorporating all of these features.
By the way, cutting sandpaper with a scissors will quickly destroy the blades, and creasing and tearing sandpaper is slow and awkward especially in coarse grits.
The base is 3/4″ plywood, 13 1/2″ x 6 5/8″. The cutter is a 12″ 14-tpi hacksaw blade. Use a pliers and metal vise to make a small L-shaped kink along the length just inside each end hole to give the blade a slight lift that will make it easier to slip the sandpaper underneath.
Secure it with pan head screws parallel to the edge of the base, then carefully make marks to indicate the location of the teeth. Remove the blade. Draw a line at the marks. It too should be parallel to the edge of the base.
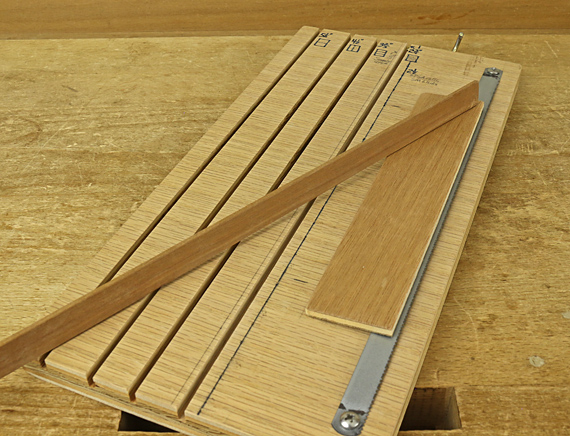
Use cyanoacrylate glue to attach a 1/4″ plywood handle to the hacksaw blade. This makes it much easier to give the blade teeth good purchase on the sandpaper, which gives a straighter, faster, and cleaner cut.
Use the table saw (alternatively, a router or hand tools) to make 1/8″ grooves, 5/16″ deep, at strategic locations, to house a snug fitting 11/16″-wide slat. [Tip: rip the slat from the edge of a board. On most boards, this will produce a slight bow in the cutoff, which will help it stay in the grooves without being an overly tight fit in thickness.]
The key measurements are from the teeth of the cutter to the near edge of the grooves/wall of the slat. Below are the dimensions I use, based on standard 11″ x 9″ sandpaper sheets. I drew little visual aids on the base.
5 1/2″ = half of the length
4 1/2″ = half of the width
3 2/3″ = 1/3 of the length – This produces strips for the cork blocks that I use.
2 3/4″ = 1/4 of the length – This produces strips for Preppin’ Weapon sanding blocks.
The line (no groove because there is no room) at 3″ is for my Singely sanding drum. The line for 2 1/2″ strips is for some of my shopmade cork sanding blocks and is the same as PSA sandpaper rolls.
Reattach the cutter. I added an eye hook for hanging and a larger hook to easily grab the jig from its storage location low down on the wall near my bench.
To use this nifty jig, slide the sanding sheet, grit side down, under the cutter and against the slat, which is placed in the desired groove. [For the infrequently used dimensions marked with a line only, just bring the edge of the sheet to the line.] Hold the blade down using the handle as shown, and tear. The job goes very quickly.
This is an easy jig to make and I think you’ll enjoy the ease with which it handles an otherwise annoying job.
Devoted readers (thank you!) know that I like to keep my router table simple but very capable.
The router table is truly a key tool in the small shop but there is a wide range of complexity and cost involved. I admit to being intermittently tempted by router lifts, tracks and slots in the table and fence, bit changes and height adjustments from above the table, and micro adjustability of almost everything.
Yet, my simple set up continues to do everything required. It consists of an MDF top and fence on a 2×4 base, dust collection, and the Bosch 1617EVS held in a dedicated base attached underneath the table. Moreover, the flatness accuracy of the top equals the best tables reviewed in Fine Woodworking magazine #237, and it substantially exceeds most of them. Some of those rigs cost more than ten Bens.
But what about routing a rabbet or profile on the end of a narrow stick, or, more challenging, a dado in the middle of, say, a 4″-wide rail? I again admit to being tempted by an impressive cast iron tabletop with a miter gauge slot.
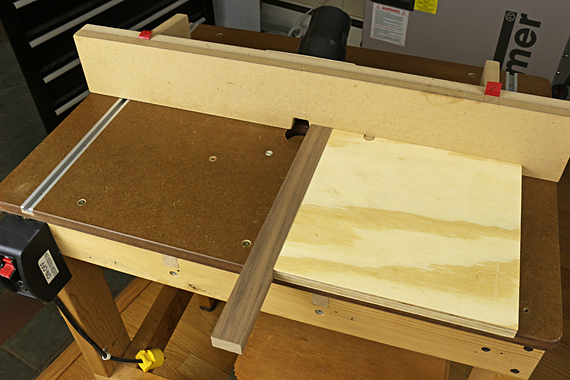
For routing on the end of the stick, the workpiece alone gives too little registration against the fence. Therefore, I have usually used a squared piece of plywood or MDF, about 10″ x 12″, to register the workpiece against the fence and prevent tearout at the trailing edge. (See photo just above.)
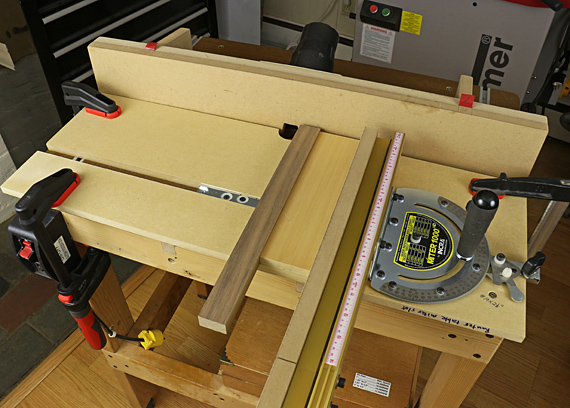
However, sometimes it is handy to use a miter gauge, especially for a short dado. This also allows me to register the left end of the workpiece against the miter gauge stop for a repeatable task.
Well, there just is not enough depth in a 3/4″ MDF top for a metal-lined track for a miter gauge. (Unlike for a T-track, which is more shallow.) Thicker MDF is an another option but that would mean a new table top that would require a recess to mount the router base. A bare slot in the 3/4″ MDF is also problematic in that it would wear quickly. I could line the slot with UHMW tape but it would be hard to get the width just right to avoid having to adjust my miter gauge bar every time I brought it over from the table saw.
So, as usual, I turn to the late Pat Warner’s writings for a solution. On page 99 of his The Router Book, there is a simple way of making a temporary “slot” in your MDF router table top. My version uses nominal 1/2″ MDF with adhesive UHMW tape on inside edges. (See the photo at the top.) The outer board is screwed down in the near right corner to give more clearance for the miter gauge head, and elsewhere the boards are clamped.
This allows me to use my table saw miter gauge – the wonderful Incra 1000HD and its adjustable end stop. Note that I do not need to adjust the width of the bar. Instead, I retain the setting that works for the table saw, and then for the router table, simply set the two MDF boards snugly against the bar for a wobble-free fit. A backer board prevents tearout at the trailing end of the workpiece. The router table fence is not functional for the cut itself but is close by for dust collection if possible.
It looks like I just saved several hundred dollars yet again.
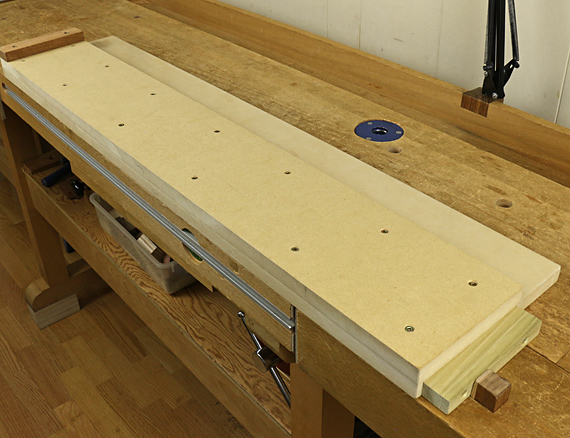
My new jig for long-grain shooting accommodates workpieces up to 36″, a big increase from the old jig’s capacity of 24″. I was motivated by a few occasions when I had to use the somewhat awkward setup of clamping a long workpiece to a support board and running the plane on the benchtop.
I have found that shooting a three-foot long piece is really not a problem with a good setup. And the big jig imposes no disadvantages for shooting much shorter pieces.
My 10/31/19 post is a discussion of long-grain shooting.
Construction is simple from 3/4″ MDF: The workpiece platform is 6″ wide on top of the base, which is 9″ wide, to make a 3″-wide plane runway that is covered with thick PSA UHMW plastic. I like the Lie-Nielsen #9 but any bench plane would work.
The workpiece is controlled from the front by the end stop, and from the side with clamped scraps. I find no need for an elaborate, screw-mounted permanent lateral clamp board because while it would offer some convenience, it would also limit the functional range of the jig. Top (downward) control is supplied by your hand.
When shooting a narrow workpiece, such as a door stile, which might temporarily have a convex or concave non-working edge, there is the danger of the workpiece flexing against the straight edge of the lateral control board. The solution, shown above, is to use two separate lateral control boards, each butted against a section of the (non-straight or suspect) non-working edge of the workpiece.
The cleat at the right end of the jig is an afterthought (you know what I mean: “Doh!”) that allows the jig to be clamped with dogs with a conveniently minimal opening of the tail vise, which is then tightened.
Here are the details of the shooting board I use. It is designed for use with the Veritas shooting plane, as well as to fit my workbench, the work I typically do, and my personal physical characteristics (I’m right handed).
It is constructed primarily from 18mm 13-ply birch plywood. The base and thus the overall dimensions are 22 3/4″ x 14 1/2″. The platform upon which the workpiece rests is 11 1/4″ wide, and is glued and screwed to the base.
The right side of the platform was planed accurately straight before installation. The tiny rabbet, which is the basis for how a shooting board works, is created with the first few passes of the plane that “break it in.”
The cleat at the front, glued and screwed, hooks onto the front of the workbench. The cleat on the right side fits into the tail vise. Together, they give the shooting board rock-solid stability in all directions while in use.
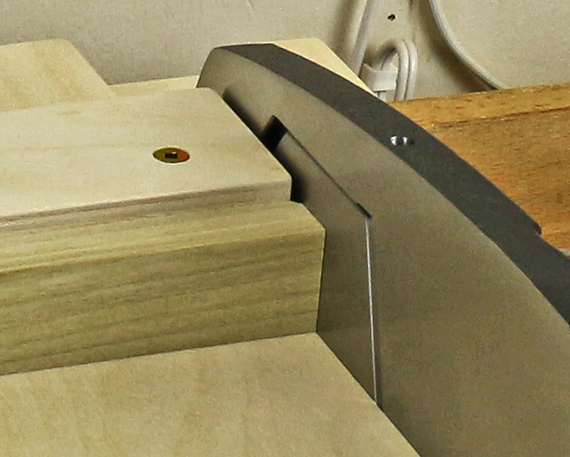
The channel for the plane is about 2 1/8″ wide, and lined on the bottom with 3/64″ PSA UHMW plastic. The 9mm 7-ply birch strip, 1 7/32″ wide, on the right side of the channel is adjusted to create a snug fit for the Veritas shooting plane, and firmly secured with pan-head screws placed at 3″ intervals. It is not glued, so it can be adjusted if needed. The inside wall of the strip is waxed.
The fence block is 2 1/4″ wide, made from two glued layers of the 18mm plywood. It is glued and screwed square to the sole of the plane nestled in the channel. The 3/4″-thick (or 7/8″) poplar replaceable subfence is attached with two 3″ x 1/4″ lag screws that enter from the back of the fence block, accompanied by heavy washers. The pass-through holes in the fence block for the lag screws are actually small slots that allow for some lateral adjustment of the subfence. You may want to use a third lag screw to ensure the subfence is snug against the fence block.
There are three ways to tune the 90° angle of the subfence. You can use whatever suits you; that is a big advantage of this design. Remember, we are using the in-place sole of the plane as a reference, not the channel edge itself.
First, when you create the subfence itself, you can easily plane it as needed – it’s friendly poplar. Then, when you attach the fence you have the chance to put very thin shim(s) between it and the fence block. Now, if you placed the fence block dead on and use a perfectly thicknessed subfence, you should not need to do this, but it is good to have the option! Finally, when in use, you can put a piece of tape or a shaving between the workpiece and the subfence to fine tune the working angle.
For angles other than 90°, you can make and attach a different subfence.
The front of the subfence is 7 3/8″ from the back edge of the shooting board. This gives more than enough length to fully support the 5 1/2″ toe of the Veritas shooting plane. I prefer the plane to have full registration against the channel edge all the way through the cut. There are many shooting board designs with the fence at the end, which causes the plane to lose full registration before the cut is completed.
Also, the 7 3/8″ works out to make the front of the fence not too far away from me, so I don’t have to lean forward too much, while still allowing the base of the shooting board to reach across the tool trough to get full support from the rear wall of the trough. This also results in enough platform depth to accommodate the vast majority of workpiece widths that I use.
The 11 1/4″ fence is long enough to firmly register almost all the work I do. You may want to make your shooting board wider. For any board longer than 20″ or so, I stack a couple of pieces of plywood under the left side of it to prevent it from tipping up at the working end.
The screw eye allows you to store the shooting board on the shop wall, away from abuse.
Remember:
sharp!
dynamic stability in use
low-tech micro-adjustment
and . . . the grippy glove on the left hand
I put a lot of forethought into this design, gathering ideas from many other designs. It has worked out very well for me. I hope it helps you with your work.
Addendum:
A plane such as the Lie-Nielsen #9 or a bench plane on its side can be gripped directly above and just behind the cutting edge. For these planes, a snug enclosed channel in the shooting board, such as shown here, is still very helpful but not essential. For the Veritas (or Lie-Nielsen) shooting plane where the grip is far behind the cutting edge, a snug channel is, in my opinion, a practical necessity. The grip location in these planes makes it too easy to get off track in the shooting stroke. Both systems work but I have come to prefer what I have detailed here for you.
Another question from a reader: “My trouble in shooting is (I guess) in advancing the wood. I often find myself in a situation where I’m feel like I’m pushing the wood very firmly against the toe of the plane and still not getting any bite from the blade. This problem seems to come and go and I have yet to diagnose what I’m doing wrong.”
There are at least two possible reasons for this.
1. The blade may not be sharp enough, causing it to skid on the wood rather than cut it. The whole system (workpiece, plane travel, blade edge) may be deflecting, preventing the blade edge from engaging the wood.
Of course, end grain is harder to cut than long grain. Paring end grain is how many woodworkers test an edge. However, there is another reason why sharpness is so critical that is peculiar to shooting.
Planing in the usual manner with a bench plane, we intuitively sense that we can extend the working life of a gradually dulling edge by pressing down harder with the plane. Related to this, we find that it is necessary to advance the blade further (depth of cut adjustment) to get it to take the same shavings as when it was sharper, though with more effort. Eventually, we head back to the sharpening bench.
Brent Beach offers a technical discussion relevant to this. The basic idea is that the extremely narrow lower wear bevel in a sharp blade has less area against the wood, and so is able to generate more pressure (force per unit area) on the wood than does a dull blade with a wider lower wear bevel. The sharp blade compresses the wood and bites into it.
In shooting, the plane does not ride on the wood, it rides on the edge of the track, and so you cannot regulate the edge pressure against the wood as you can with ordinary planing. The blade has to be sharp enough to cut without your “help,” so to speak. Actually, I have found myself intuitively trying to shove the workpiece toward the plane as the blade dulls, but that is awkward at best, and tends to produce inaccuracies.
Furthermore, end grain is less compressible than side grain.
2. Another possibility is that the fence is set slightly greater than 90°. This will cause the workpiece to register against the sole of the plane near the fence but not reach the sole where the cut begins. It only takes, say, a couple thou of error for this to happen. Furthermore, as an insufficiently sharp blade moves along to eventually meet the workpiece, it might push it away rather than cutting into it. (This is another example of the general principle that a tool, hand or power, given the opportunity, will move the workpiece instead of cutting it, and/or move the tool itself.)
The shooting board fence may start out dead-on at 90°, but if it is not very firmly set, it is easy for it to eventually get pushed to greater than 90° because that is the direction of your force on it in use.
In summary:
1. Sharp – wicked sharp – is a must for shooting!
2. The shooting setup has to be not only statically accurate, but also dynamically stable in use.
A reader described the following frustration he is experiencing with end grain shooting.
“I have a problem getting perfectly square ends when shooting them on my shooting board.
“I have a homemade plywood shooting board and use a Record 5 1/2 on its side to shoot. I’ve checked everything, and everything is square to each other and the plane is sharp, however when shooting end grain the plane takes more off the near edge (closer to the front) than the back edge.
“Am I doing something wrong?”
If you are getting this inaccuracy despite having everything set up square and true, the glitch may be in the shooting stroke itself. The blade can grab the workpiece on initial contact and slightly pivot it away from the fence at the opposite end. This can easily happen with wide workpieces.
But first let’s check a few things with your set up.
The sole of the plane should be flat, at least in the critical areas. Use a very wicked sharp blade with a straight, not cambered, edge, and a fine, even blade projection.
The track edge that the sole of the plane runs against in the shooting board must be straight. Ideally, the shooting board should have a snug channel in which the plane travels to prevent it from deviating during its run. (This will not work with a bench plane with a rounded side hump but not as well as with a dedicated shooter.) Wax the channel and/or use UHMW plastic on the running surface. If your shooting board does not have such a channel, take extra care to hold the plane firmly (without tipping it) against the running edge throughout the shooting stroke.
The fence must be straight, of course. The best way to square the fence is to place the sole of the plane (with the blade retracted) firmly against the track edge, then place a square against the sole of the plane and the fence. This directly assesses the elements that produce the square edge on the workpiece. The fence has to tolerate considerable pressure in use, so make sure it is fastened securely.
The fence also has to be long enough to register an adequate length of the workpiece so the workpiece does not budge during the planing stroke. I sometimes had problems with my old shooting board that had a fence that was too short. My current shooting board’s fence is 11 1/4″ long. Books often show shooting boards with a fence that is too short for furniture work.
A grippy glove on the hand holding the wood is a huge help in keeping the workpiece steadily registered and in advancing it after each cut. Otherwise, inaccurate registration can creep in, especially with wide workpieces, and especially as you fatigue. As a diagnostic experiment, try positioning a workpiece just right, then clamping it in place, shoot, and see if you get a square edge.
In summary, your shooting “machine” must be set up accurately, but also must be dynamically stable in use.
Mystery frustrations like this reader is experiencing afflict all of us woodworkers but are rarely addressed in books and other teaching media where the descriptions are often idealized. Rest assured, however, there are solutions.
I hope this helps, dear reader, but if you are still stymied, let me know. We’ll get itright.
Shooting is a gateway skill to precise hand tool woodworking. So get started by shooting with the planes you have.
The basic requirements are:
Mass. You want substantial momentum to firmly and steadily carry the blade through the cut after you get it started, especially for end grain shooting.
The side of the plane should be square to the sole. If you only have a not-so-great plane, use tape to shim the side. I did this with my old Record jack plane when it was the only one I had. [Please see in the Comments section reader Michael’s germane point and my lengthy reply for more details on the squareness issue.]
It helps a lot to have a comfortable, secure grip to consistently apply pressure where it is needed. Dedicated shooting planes have this feature.
The blade must be sharp. Sharp! A dull blade is not only harder to push through the cut, but accuracy will suffer as the plane and the blade itself deviate from a true path.
For end grain shooting:
Best: a dedicated shooting plane.
I use the Veritas shooting plane, and love it. Comfortable and accurate to use, it meets all the requirements above. The adjustable-angle handle properly and comfortably directs pressure, and the 20° skew really eases the blade through the cut. The bevel-up design is easy to set up and adjust, and provides excellent support to the blade close to its edge.
Is it worth spending about $350 dollars on a plane just for shooting? In view of all the other expenses involved in woodworking, yes, it is. (See the first sentence of this post.)
Lie-Nielsen also makes a great shooting plane, which I have had a chance to use briefly. This massive tool uses a bevel-down design and a skewed, Bedrock-style adjustable frog. Personally, I like the Veritas design and features, but both merit consideration.
I use a straight edge blade for end grain shooting – no camber.
Good: a bevel-up bench plane.
The Veritas BU jack plane is perhaps the most versatile plane of all, and a good shooter. The BU design gives good blade support, and makes it easy to swap dedicated blades for its varied uses. You can get a decent grip on this plane for shooting.
Adequate: a bevel-down bench plane.
I used a BD jack and jointer for shooting for years. I do not consider these ideal but they can get the job done. Don’t let anyone tell you that you “can’t” cut end grain with a bevel-down plane. Use a sharp blade, and set the chipbreaker close to the edge to reduce deflection.
Gripping a bevel-down bench plane for shooting may be a bit awkward for some. With the jack, I squish the base of my thumb behind the side hump and plant four fingers on the lever cap. A grippy glove can help. (So then you’ll have one on both hands.)
For long grain shooting:
Compared to using a plane with the blade on the bottom (the “regular” way) this is just a matter of different manual mechanics. The plane is not running in a track as in end grain shooting.
So, a BU or BD bench plane is fine, as long as it has decent mass and stability, the side is square to the sole, and you can get a decent grip. And . . . the blade is sharp.
I like my Lie-Nielsen #9 “iron miter plane,” which I’ve dedicated to long grain shooting, because its beefy, boxy design makes it stable through the stroke, and it handles exceptionally well with the “hot dog” grip. This is a bevel-up design with a 20° bed. (Hmm . . . ) Unfortunately, I don’t see it on their website any more. Veritas sells a somewhat similar plane.
I keep the #9 set up with a straight edge blade, mostly because it is easier to maintain and works well for the thin stock that I’m usually using when long grain shooting. A mild camber, such as for a jointer plane, is also a good option, especially if you will be long grain shooting thicker stock, or if you are also using the same plane and blade for general tasks.